| 摘要:看图检测与矫正柴油机连杆的弯曲和扭曲故障。 |
1.连杆易产生的故障及原因
连杆易产生弯曲、扭曲、双重弯曲、断裂、大小头磨损等故障。造成上述故障的原因:一是超负荷使用;二是没有按规定的力矩和配合间隙进行装配;三是连带故障所造成。
2.看图检测与矫正连杆的弯曲和扭曲故障
(1)连杆弯曲和扭曲的检测方法
检验前,应用连杆螺栓按标准力矩将连杆盖上紧,连杆小头衬套和大头轴瓦拆下后再检测。连杆弯曲和扭曲变形的检验方法如图1a,b所示。在连杆大、小头内分别插人基准销轴,两个基准销轴应与座孔紧密配合,再将连杆大头插入销轴两端并支承在等高的V形块上,使连杆杆身垂直于平台表面,然后用百分表测量连杆小头销轴两端面位置处的高度,测得两高度的差值,即是连杆小头座孔轴线对连杆大头座孔轴线在垂直方向上的平行度误差,也就是连杆的弯曲度。连杆扭曲度测量:将连杆平放,把连杆小头放置在一块平整的铁块上,测量连杆小头两销轴两端的高度差,此高度差即为连杆的扭曲度。
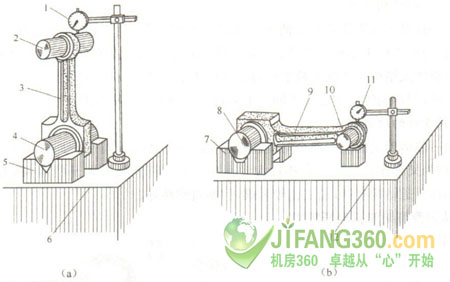
图1 连杆变形的检测方法
(a)连杆弯曲变形的检测方法 (b)连杆扭曲变形的检测方法
1、11.百分表 2、8.被测心轴 3、9.连杆 4、10.基准心轴 5、7. V形块 6、12.平台
(2)连杆弯曲、扭曲的矫正方法
在检验连杆弯曲和扭曲度时,应在连杆上部标上记号,以用来观察弯曲和扭曲的方向。矫正时应先矫正扭曲,后矫正弯曲。连杆的矫正一般需要用专用工具进行。
连杆弯曲的矫正方法如图2所示。连杆扭曲通常利用压床或台钳等工具对连杆杆身施以压力进行矫正,如图3所示。
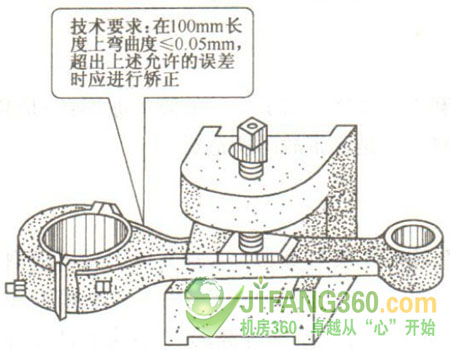
图2 连杆弯曲的矫正

图3 连杆扭曲的矫正
连杆经过矫正后,在杆身都有一定的残余应力,因此,连杆矫正后还应将连杆加热至400℃左右保温lh,以消除杆身的残余应力,防止在使用中再次恢复弯曲状态。
连杆若产生双重弯曲,矫正比较复杂,当双重弯曲超过技术范围时,应换用新连杆。
责任编辑:scarlett
 评论表单加载中...
评论表单加载中...